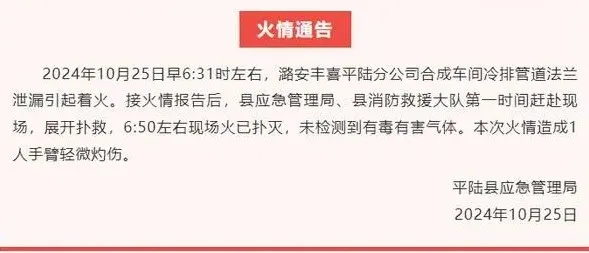
10月25日早6:31时左右,潞安丰喜平陆分公司合成车间冷排管道法兰泄漏引起着火。接火情报告后,县应急管理局、县消防救援大队第一时间赶赴现场,展开扑救,6:50左右现场火已扑灭,未检测到有毒有害气体。本次火情造成1人手臂轻微灼伤。
法兰是主要用于管子与管件、阀门、设备等之间连接的零件,是管道系统中不可或缺的零件之一。
法兰泄漏指的是在石油、化工行业中,由于受到温度、压力、腐蚀性介质的影响,物料管线及设备的法兰面出现泄漏。
简而言之
法兰就像是管道的“关节”
正如我们身上的膝盖、手肘
是管道的关键连接部位
历史上因法兰泄漏所引发的事故时有发生。
事故一:唐山市某煤焦化工有限公司“2•23”爆燃事故
2021年2月23日,唐山某煤焦化工有限公司10万吨/年甲醇装置甲醇合成反应器出口管道法兰焊缝断裂,合成产物(约80℃、5MPa压力,氢气占比约70%)泄漏发生燃爆,造成2人死亡。
根原因分析:
甲醇水冷器入口管道连接法兰设计材质为304不锈钢,但实际设备制造选用材质为16锰钢。在环境温度小于100℃、合成气中含有水蒸气的条件下形成了弱酸性环境,对16锰钢材质法兰造成腐蚀,法兰壁厚由18mm减为3mm。在4.2MPa的工作压力下,法兰焊接处整体断裂,泄漏的合成气喷出后与空气形成爆炸性混合物,与管道摩擦产生静电火花引发爆燃。
事故二:柳州市某钢铁公司焦化厂“7·5”着火事故
2023年7月5日10时30分许,柳州市某企业焦化厂二化产车间发生一起焦炉煤气着火事故,造成1人死亡2人受伤,直接经济损失约600万元。
根原因分析:
原因便是终冷塔至脱硫工段总管煤气因压力从顶开阀门法兰处泄漏,高速泄漏的气体经摩擦、冲击产生能量引发着火。
石油化工装置中,工艺管道就像人身体中的血管一样,错综复杂,而且介质大多是有毒有害的,保证管道施工质量就成了工程质量控制的重点。提到管道施工质量可能最先想到的就是管道焊接质量,然而,在石油化工装置中压力管道的连接方式除了焊接连接,还大量采用了法兰连接方式,法兰螺栓数量庞大且工况复杂,近些年由法兰 接口引发的泄漏事故也在不断的增多,所有的泄漏事故中约有 18%的泄漏事故都是由于法兰接口泄漏引起的,因此,控制法兰安装质量,加强法兰管理就尤为重要。
① 偏口
偏口指管道与法兰不垂直、不同心,法兰表面不平整,当内介质压力超过垫片的负荷压力时,法兰泄漏发生。这种情况主要是在安装、施工或维护过程中造成的,很容易发现。
② 错口
错口指管道和法兰垂直,但两法兰不同心,造成周围的螺栓均不能自在地穿入螺栓孔。在没有其他办法的情况下,只有扩孔或用小一号的螺栓穿入螺栓孔,而该方法是会降低两法兰的拉紧力,并且密封面的密封面线也有偏差,这样非常容易发生泄漏。
③ 张口
张口指法兰间隙过大,造成外载荷时,如轴向或弯曲载荷时,垫片会受到冲击或振动,压缩力消失,从而逐渐失去密封功能,导致密封失效。
④ 错孔
错孔指管道与法兰同心,但两个法兰相对的螺栓孔之间的距离偏差较大,使螺栓产生应力。这种力会引起螺栓的剪切力,螺栓会被长时间切断,导致密封失效。
⑤ 应力影响
安装法兰时,两个法兰的对接,应该是比较规范和标准化的,但在系统生产中,管道进入介质后,管道温度发生变化,管道膨胀或变形,使法兰受到弯曲荷载或剪切力的影响,容易导致垫片失效。
⑥ 腐蚀影响
由于腐蚀介质对垫片长时间侵蚀,使垫片发生化学变化,垫片开始变软,失去压紧力,造成法兰泄漏。
⑦ 热胀冷缩
由于流体介质的热膨胀和冷收缩,螺栓膨胀或收缩,垫圈会因此产生间隙,介质会通过压力泄漏。
防止法兰泄漏的控制措施
综上所述,由产生法兰泄漏的原因可知,要确保法兰不泄漏,就要通过严格的法兰过程管控程 序保证法兰、垫片的安装质量以及选择合适的紧 固载荷使垫片能够达到良好的密封性能。下面将 从法兰过程管理及紧固载荷计算两大方面介绍控 制措施。
1
法兰过程管理
1.1 人员培训及管理
所有参与法兰管理的人员必须经过培训后持 证上岗作业,严禁无证操作,培训分为理论培训和实操培训。理论培训由专业工程师负责向操作人员授课,讲授法兰管理的理论知识。实操培训主要 是要在现场对专职操作人员进行系统的实际操作培训,包括整体的质量控制流程,设备使用技巧。
1.2 材料管理
材料管理包括法兰、紧固件及垫片的管理, 所有材料要做好到货验收工作,确保材料本质合 格。材料的验收要求如下:
1)所有材料要有质量证明文件,文件内容符 合设计及规范要求。
2)法兰到货后,应逐件检查法兰密封面,密封面应完整,不得有锈蚀和径向划痕等缺陷。
3)法兰的外缘应有规定的标识,且与质量证明文件相符。
4)检查合格后的法兰,应放在室内进行保管,并做好防锈蚀处理。
5)检修工程中,法兰打开后,应组件检查法兰密封面状况,清理影响密封的杂质;
6) 紧固件到货后确保紧固件的螺纹应完整,无划痕、无毛刺、无锈蚀等缺陷;如果螺纹不完整,严禁使用。
7)紧固件检查合格后,螺纹表面需要涂抹螺纹保护剂,且螺纹部位涂抹均匀。
8)缠绕式垫片到货验收,不得有松散、翘曲现象,其表面不得有影响密封性能的缺陷。
9) 检维修工程中法兰拆卸后需要利用的螺栓,应采取先集中清洗、后检查再利用的原则。清洗时要检查螺纹有无损伤,螺母能否顺利旋合到螺柱的任意位置,不合格螺栓禁止采用。
1.3 设备选用
根据螺栓规格不同,使用不同的拧紧设备,主要采用手动力矩扳手、电动力矩扳手和液压扳手。力矩≤1000N·m 的螺栓可采用手动力矩扳手进行紧固,力矩大于 1000N·m 的螺栓推荐使用电动力矩扳手或者液压扳手进行紧固,可配套冲击扳手进行初紧,以提高初紧效率。
1.4 法兰安装
1)法兰安装前,要对法兰密封面及垫片进行检查确认,确保没有影响密封性能的缺陷,且要清除法兰密封面的保护油脂。
2)连接法兰的螺栓应能自由穿入。
3)法兰螺栓安装方向、外露长度应一致。
4)用手拧紧螺母,确保螺母能在螺柱上转动顺畅。
5)法兰安装不能偏斜,法兰密封面的平行度要满足规范要求。
1.5 螺栓紧固
法兰连接螺栓应对称顺序拧紧,紧固力矩值需要分级进行增加,直到获得最终要求的扭矩,具体的步骤如下:
步骤 1:用手带紧螺母,用手动扳手初步紧固,同时要控制好法兰平行度。
步骤 2:按 30%最终力矩值上紧螺栓,采用对称法紧固,核实法兰间距以确保一致性。
步骤 3:按 60%最终力矩值上紧螺栓,采用对称法紧固,核实法兰间距以确保一致性。
步骤 4:以目标力矩值上紧螺栓,采用对称法紧固,核实法兰间距以确保一致性。
步骤 5:继续以目标力矩值紧固螺栓,采用顺序紧固,最终核实法兰间距以确保一致性。按照上述步骤对法兰螺栓紧固完成后,用记号笔沿着螺柱/螺母的端面画上十字交叉线,如有条件可在法兰上系挂标识牌,标识牌上标注好管线号、法兰编号、目标力矩值、操作人及操作时间等。
2
螺栓紧固载荷计算
选择合适的紧固载荷也是法兰管理的重点, 目前国内规范及文献资料中没有一个统一的、标 准的计算方法,给出的大多是一个固定的紧固力 矩值,然而紧固力矩并不应该是一个固定值而是一个区间值,一是要保证法兰连接口达到密封性 能,二是要保证垫片不被破坏及螺栓不被拉断或 失效;
另外,螺栓紧固力矩也不是很精确的数值,从力矩计算公式:
T=KFd 来看,式中:T 为力矩,K 为扭矩系数(一般取 0.1~0.2),F为预紧力,d为螺栓公称直径,扭矩系数K是个变化值,这和螺纹结合面的光滑度、螺母与法兰端面的光滑度以及是否采用润滑都相关,扭矩系数的变化对力矩 值的影响很大,因此,为了减少误差应保证预紧力的计算准确。
2.1 按垫片性能计算预紧力
1)操作状态下按照垫片最小压紧力,计算单 个螺栓紧固需要的最小载荷 Fo , 公式为:Fo=(F+ Fp)/n,式中:F为操作状态下内压引起的总轴向 力,Fp 为操作状态下最小垫片压紧力,n为螺栓 数量,F及 Fp 的计算方法参照 GB150.3。
2)预紧状态下按照垫片最小压紧力,计算单个螺栓紧固需要的最小螺栓载荷 Fg1,公式为:Fg1=Fa/n,式中:Fa 为预紧状态下最小垫片压紧 力,计算方法参照 GB150.3。
3)按照垫片的最大允许应力,计算单个螺栓紧固需要最大螺栓载荷 Fg2,公式为:Fg2=(Sg×Ag)/n,式中:Sg 为垫片最大允许应力,Ag 为垫片密封面积。
2.2 按螺栓允许应力计算预紧力
按照螺栓允许应力,分别计算单个螺栓紧固需要的最小螺栓载荷 Fb1 和最大螺栓载荷 Fb2;公式为:Fb1 =0.25 ×Rel ×Ab,Fb2 =0.7 ×Rel ×Ab;式中:Rel为螺栓屈服强度,Ab为螺栓应力截面积。
2.3 综合比较
分别确定单个螺栓紧固需要的最小载荷 Fmin 和最大载荷 Fmax:
Fmin=max(Fo,Fg1,Fb1)
Fmax=min(Fb2,Fg2)
2.4 计算螺栓紧固力矩区间值 Tmin,Tmax
Tmin=k×Fmin×d
Tmax=k×Fmax×d
3
质量过程控制要点
3.1 安装前检查
重点检查管内洁,法兰面、垫片是否有损伤,并对螺栓与垫片材质、规格进行检查是否与设计 图纸一致。对于锈蚀的法兰密封面,可采用手动钢 丝刷或其他手动工具除锈,且用清洗剂去除污渍, 检查其密封面的状况,严重损伤的法兰密封面不 予使用。对于检维修装置,法兰拆卸后检查法兰密 封面情况,如有损坏要进行更换。
3.2 法兰螺栓紧固后质量检查
法兰螺栓紧固完成后,项目质检人员按照报 检记录对螺栓力矩、法兰平行度进行抽查,合格后 签字确认。
3.3 试压校验
管道试压是检验法兰密封性能的一个重要手段,在试压过程中要着重检查每对法兰的密封性能,确保法兰无泄漏;试压过程的法兰密封性能检 验要做到以下几点:
1)若发现法兰有泄漏,严禁带压紧固,检查好泄漏点,做好标记,泄压后进行处理;
2)泄压后,复核法兰平行度和螺栓的紧固力 矩,如若平行度不符,松开张口端对面的螺栓,重新进行调整法兰平行度,并按照螺栓紧固步骤重新进行紧固;如若只是螺栓力矩不满足要求,可以直接按照目标力矩进行紧固;
3)法兰调整后,再重新进行试压检验,再次试验以不泄漏为合格,并重新对法兰螺栓进行标记;若还有泄漏,必须泄压后打开法兰,检查法兰密封 面及垫片,更换新的垫片,法兰密封面若是损坏, 进行更换或者在线修复,缺陷消除后,再次试压检 验,直到校验合格后,对法兰螺栓进行标记。
根据上述理论和数据分析可看出管道法兰管理是一个系统性工程,将涉及法兰密封效果的相关因素综合考虑,包括法兰组对、密封面状况、密封垫片质量、螺栓正确使用与扭矩值控制、工艺操作条件变化等。只有通过严格过程管控,加强材料管理并且严格控制紧固载荷,才能有效的避免法 兰可能出现的泄漏风险。





 公众号
公众号